We are Bopp Film Manufacturer, customize the BOPP laminated film design according to customer request. Welcome contact us for details.
Laminated BOPP Film
BOPP is short for “Biaxially Oriented Polypropylene”, that is, biaxially drawn polypropylene film. Its production is the polymer polypropylene melt is first made into sheet or thick film through the narrow head, and then in the special drawing machine, at a certain temperature and set speed, at the same time or step in the vertical two directions (longitudinal, transverse) of the stretching, and through the appropriate cooling or heat treatment or special processing (such as corona, coating, etc.) made of film.

Commonly used BOPP films include: ordinary biaxial polypropylene film, heat seal biaxial polypropylene film, cigarette packaging film, biaxial polypropylene pearl-coated film, biaxial polypropylene metallized film, dull film, book film, laser molding film, anti-counterfeiting film and paper ball film.
Definition:
Biaxially stretched polypropylene film (BOPP) is generally a multi-layer co-extruded film, which is made of polypropylene particles formed by co-extrusion sheet, and then stretched in both vertical and horizontal directions. Due to the tensile molecular orientation, this film has good physical stability, mechanical strength, air tightness, high transparency and gloss, toughness and wear resistance, and is a widely used printed film, generally using a thickness of 20 ~ 40 μm, the most widely used is 20 μm. The main disadvantage of biaxial tensile polypropylene film is poor heat sealing, so it is generally used as the outer film of composite film, such as moisture resistance, transparency, strength, stiffness and printability after composite with polyethylene film are ideal, suitable for holding dry food. Because the surface of the biaxial polypropylene film is non-polar, high crystallinity and low surface free energy, its printing performance is poor, and the adhesion to the ink and adhesive is poor, and surface treatment is required before printing and composite.
Feature
Biaxial polypropylene film has the advantages of light weight, non-toxic, odorless, moisture-proof, high mechanical strength, good dimensional stability, good printing performance, and good transparency. It has the advantages of high transparency, good gloss, good barrier property, high impact strength and low temperature resistance. Its disadvantage is that it is easy to shrink the film when it is hot closed (except for the heat shrink smoke film using its heat shrink performance). Its comprehensive performance is better than moisture-proof
Cellophane, polyethylene (PE) film, PET film. BOPP film also has excellent printing effect. The representative physical property data are: turbidity <1.5%; Gloss >85%; Tensile strength (longitudinal/transverse)>120/200MPa; Elongation at break (longitudinal/transverse)<180%/65%; The elastic modulus is 1700 ~ 2500Mpa; The embrittlement temperature is -50℃.
Disadvantages: the elongation is lower than PP, the heat sealing performance is poor, it is not easy to seal when used independently, and it is generally combined with a film with good heat sealing property such as PE.
Advantages:
high tensile strength, good barrier performance, high transparency.
Due to the directional effect of molecules, the crystallinity is increased, the tensile strength, impact strength, rigidity, toughness, moisture resistance, transparency are improved, and the cold resistance of the film is also improved It has good gas resistance and moisture resistance High transparency, good gloss, good printability Non-toxic, odorless, tasteless, can be directly used in contact with food and medicine occasions.
Classification
According to the use of biaxial polypropylene film is divided into the following categories:
- Ordinary BOPP film
2.BOPP heat sealing film
3.BOPP cigarette packaging film
4.BOPP pearl film
5.BOPP metallized film
6.BOPP extinction film
7.BOPP anti-fog film
8.BOPP book film
9.BOPP anti-counterfeiting film
10.BOPP paper ball film
Application:
It is widely used in the packaging of food, candy, cigarettes, tea, juice, milk, textiles, etc., and has the reputation of “packaging queen”. The wide application of BOPP film, the low pollution and the protection of forest natural resources make it a more popular packaging material than paper and polyvinyl chloride (PVC); The manufacturing process is simple and reliable, and the price is reasonable, which makes it a more commonly used packaging material than biaxial stretched polyester (BOPET) film and biaxial stretched nylon (BOPA) film. BOPP film can be combined with other materials with special properties to further improve or improve the performance, commonly used materials are PE film, salivary polypropylene (CPP) film, polyvinylidene chloride (PVDC), aluminum film and so on.
Heat Sealing Type:
This standard is the first revision of GB/T 12026-1989(Heat-sealed biaxially stretched polypropylene film). GB/T 12026A 1989 since the implementation of October 1990, the application of the national manufacturers and the majority of users, basically can meet the requirements of use. However, with the continuous development of the BOPP industry and the packaging industry, the original standard can no longer meet the requirements. By collecting a large amount of data and user opinions, the original standard is revised according to the existing product quality.
Major changes
Heat-sealed BOPP products produced by the coating process are no longer included in the scope of application.
Product categories Increased heat shrink packaging film for cigarettes and general packaging film.
Physical and mechanical properties increased “gloss”, “tensile modulus of elasticity” items.
Add the item “Health performance”.
Adjust the indexes of some items, such as thickness and thickness tolerance.
Add some test methods and modify some test conditions.
Scope:
This standard specifies the product classification, technical requirements, test methods, inspection rules, marking, packaging, transportation and storage of heat-sealed bidirectional polypropylene film (hereinafter referred to as “film”).
This standard is applicable to polypropylene resin as the main raw material, by co-extrusion film bidirectional stretching and heat sealed bidirectional stretching polypropylene film, not applicable to the extinction type, pearlitic type, opaque type, capacitor film.
Standard:
The following standards contain provisions which, by reference in this standard, constitute provisions of this standard. At the time of publication of this standard, the versions shown are valid. All standards are subject to revision, and parties using this standard should explore the possibility of using the latest versions of the following standards.
Test method for water vapor permeability of plastic films and sheets – Cup method
GB/T 2410-1980 Test method for light transmittance and fog degree of transparent plastics
GB/T 2918-1998 Standard environment for condition regulation and testing of plastic specimens
GB/T 5009.60-1996 Method for analysis of hygienic standards of polyethylene, polystyrene and polypropylene for food packaging
GB/T 6672-1986 Plastic film and sheet thickness determination — mechanical measurement method
GB/T 6673-1986 Plastic film and sheet length and width determination
GB/T 8807-1988 Test method for specular gloss of plastics
Health standard for polypropylene molding products for food packaging
GB/T 10006-1988 Method for determination of friction coefficient of plastic film and sheet
GB/T 13022-1991 Test method for tensile properties of plastic films
GB/T 14216-1993 Test method for wetting tension of plastic films and sheets



| Material | Laminated Material |
| Type | Stretch Film |
| Use | Packaging Film |
| Feature | Moisture Proof |
Basic Information
| Industrial Use | Food, chemical, Medicine |
| Place of Origin | China |
| length | Other |
| Width | Other |
| Hardness | Soft |
| Processing Type | Multiple Extrusion |
| Transparency | Opaque |
| Brand Name | Boore |
| Model Number | A-5 |
| Surface | Other |
| Use | Food Wrapping Paper |
| Sample | Available |
| Complex method | laminating method |
| Printing color | Gravure printing 0-8 colors |
| Application | Sugar, Salt, Pepper,Tea, Medical, Food packaging |
| Structure | PET/VMPET/PE,PET/AL/PE |
| Width | 30-1100mm |
| MOQ | 300KG |
| Core inner dia | 76mm |
Lead time
| Quantity (kilograms) | 1 – 1000 | > 1000 |
| Lead time (days) | 7 | To be negotiated |
Customization of Your Design
| roduct name | Foil film |
| Name | aluminum foil paper roll |
| Use | Packing materials |
| Material | Laminated materials |
| Color | Customized color |
| Logo | Customer’s logo |
| Size | Custom size accepted |
| Thickness | Customized thickness |
| Printing | Printing customer logo |
| MOQ | 500kgs |
Test Method:
Sampling method
Remove the three surface layers from the test film roll, and cut about 20 layers along the width of the film roll for appearance, specification and physical properties testing. Roll the paper core to prevent contamination of the sample.
Standard environment for sample condition regulation and testing
According to GB/T 2918. Standard environment (23/50), tolerance deviation level is 2. The state adjustment time is not less than 4h, and the test is carried out under this condition.
Width and length
According to GB/T 6673.
thickness
According to GB/T 6672.
The accuracy of the measuring instrument is little or equal to 0.2μm. The maximum deviation value is used to calculate the thickness deviation.
The average thickness is the arithmetic average of the thickness of the measured points. The average thickness deviation is the percentage of the difference between the average and nominal thickness to the ratio of the nominal thickness.
appearance
Flatten in natural light or light and visually inspect. The end winding irregularity was measured with a gauge with an accuracy of 0.5 mm.
Tensile strength and elongation at break
According to GB/T 13022. The sample is a long strip with a length of 150mm and a width of (15± 0.1 mm). The fixture spacing was 100 mm, and the test speed was (250±25)mm/min.
The fog is carried out according to the provisions of GB/ DIN 2410. 6.9 Gloss shall be carried out according to GB/T 8807. The Angle of incidence is 45 0. 6.10 The friction coefficient shall be carried out according to GB/ DIN 10006.
The tensile modulus of elasticity is specified in GB/T 13022. 6.13 Wetting tension shall be carried out according to GB/T 14216.
Sanitary performance shall be carried out according to GB/T 5009.60
Test Rule:
Lot grouping
The same raw materials, the same process conditions and the same specification of continuous production of no more than one week of film is a batch, each batch is not more than 200t.
sample
Physical and mechanical properties and sanitary properties Take one roll from each batch of products.
Ex-factory inspection
The ex-factory inspection is all the items in the technical requirements except moisture permeability and sanitary performance.
Type inspection
Type inspection is all items in the technical requirements. Type inspection shall be carried out under any of the following circumstances:
a) New product or old product conversion production of trial type appraisal;
b) After the formal production, such as the structure, material, process has a large change, may affect the performance of the product;
c) During normal production, it shall be inspected once every six months;
d) When the product is resumed after a long period of suspension;
e) When the factory inspection results are significantly different from the last type inspection;
f) When the national quality supervision authority makes a request for type inspection.
Determination of qualified items
If the size deviation and appearance of the film are unqualified, the volume is unqualified. If one of the physical and mechanical properties of the film test results is unqualified, the sample should be redoubled in the original batch, and the unqualified items are rechecked. If the retest results are still unqualified, the physical and mechanical properties are unqualified.
Hygienic performance
If one item is not qualified, the hygiene performance is not qualified.
Determination of qualified lot
If the physical and mechanical properties and sanitary properties are all qualified, the batch is judged to be qualified.
Determination of quality level
The determination of product quality grade shall be based on the lowest grade of all project inspection results.
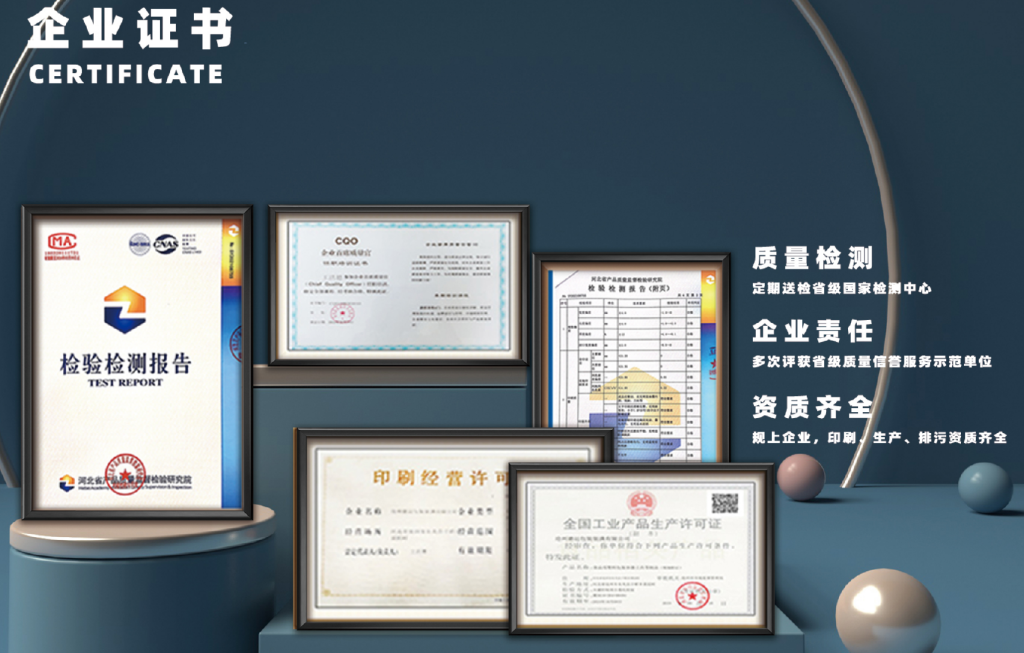
Certifications
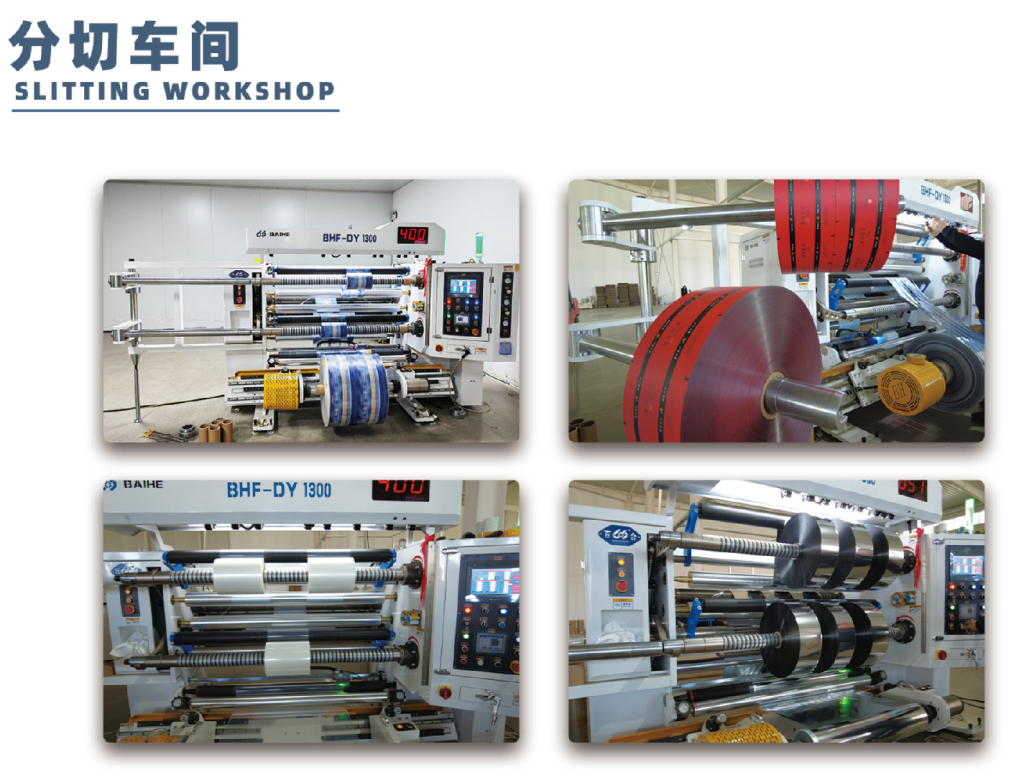
Sample Room

Packing and Shipment

FAQ
Contact Us
Plastic Film

Printed Aluminium foil roll

Custom Back sealing bag roll film

Plastic film roll

Plastic Roll Packing

Aluminum plastic film
Plastic Bag:

Custom aluminum foil bags

Custom eight-side sealing bags

Custom five-side sealing bags

Custom four-side sealing bags

Juice bag suction nozzle bag

6y2b39